High-performance silicone extrusions are playing an increasingly important role across Australia’s industrial, manufacturing and infrastructure sectors. As equipment becomes more advanced, buildings more energy-efficient, and compliance requirements more demanding, engineers and procurement teams are placing greater emphasis on materials that deliver long service life, reliability, and consistent performance.
Silicone rubber stands out due to its exceptional temperature stability, UV and weather resistance, chemical inertness, flexibility, and durability. Unlike many conventional elastomers, silicone maintains its properties in extreme environments and under continuous operation, making it an ideal choice for critical sealing, insulating, and protection applications.
The following industries represent the key drivers of silicone extrusion demand in Australia in 2025-2026, and highlight where high-quality, Australian-made silicone extrusions provide the greatest operational and commercial benefit.
1. Construction and Architectural Glazing
The construction and architectural glazing sectors are among the largest consumers of silicone extrusions in Australia. Silicone profiles are widely used for window and door seals, façade gaskets, expansion joints, and fire-rated sealing systems, particularly on exposed commercial buildings and infrastructure.
Market demand in this sector is driven by:
- rising use of energy-efficient glazing and façade systems
- stricter National Construction Code (NCC) performance requirements
- bushfire-resistant construction standards
- Australia’s high levels of UV, ozone, heat and weather exposure
Silicone is ideally suited to these applications because it retains flexibility across a wide temperature range, resists UV/ozone degradation, and maintains elasticity and dimensional stability in harsh outdoor conditions. This durable performance helps maintain watertight and airtight seals for decades without cracking, hardening or shrinking.
A notable example of silicone applications in this sector is Quickjoint by JEHBSIL, Jehbco’s purpose-engineered solid silicone expansion joint seal designed specifically for architectural gap sealing. Unlike traditional wet sealants, Quickjoint is a pre-cured silicone extrusion that delivers:
- Guaranteed factory finish on every joint, ensuring consistent quality and appearance without defects at project completion
- Quick installation, with no tooling off required and no need for specialised caulking skills
- No early expansion and contraction issues typical of site-applied sealants
- Colour matching to façade panels and custom sizes to suit project requirements
- No backing rods, masking tape or clean-up work
- All-weather installation, including the ability to install even if rain is forecasted
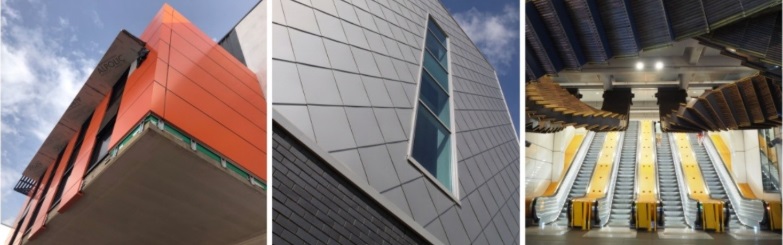
Figure 1. Applications of Quickjoint by Jehbsil, a custom engineered solid silicone solution for architectural gap seals.
Quickjoint’s solid silicone construction means it is already temperature and weather resistant, and it expands and contracts with a building more reliably than conventional wet sealants. It can be installed in very hot temperatures without specialised labour, saving both time and cost on site and eliminating the installation constraints and mess associated with liquid sealants.
Typical construction applications for Quickjoint by JEHBSIL include:
- façades and exterior cladding systems
- curtain wall joints
- expansion and control joints in precast concrete, marble, granite and timber panels
- weather sealing of aluminium composite and coated metal panels
- expansion joints on pavement and podium slabs
By combining silicone’s inherent durability and flexibility with a pre-formed extrusion solution, Quickjoint provides a long-lasting, visually clean and mechanically reliable sealing option that protects buildings from water ingress, weathering, and structural movement more effectively than traditional sealants.
2. Food and Beverage Manufacturing
Australia’s food and beverage industry is large and diverse, covering meat processing, dairy, beverage bottling, commercial kitchens, and potable water systems. Manufacturers typically require food-contact-safe silicone that can withstand heat, frequent cleaning, and continuous operation. Common uses include:
- clean tubing for liquid transfer and potable water systems
- oven and equipment door gaskets
- seals for filling and packaging lines
- mixers and conveyor equipment
Jehbco supplies high-quality silicone tubing and sleeves that are odourless, tasteless, non-toxic and chemically resistant, making them suitable for hygienic fluid transfer applications, including potable water applications in food and beverage environments. Jehbco’s silicone tubing is made from pure silicone elastomers and can be manufactured in a wide range of diameters and wall thicknesses to suit specific systems, including hot and cold drinking water delivery equipment such as Zip Water HydroTap installations, where reliable potable water-safe tubing is essential for seamless operation and compliance with health standards.
Silicone’s heat resistance and compatibility with cleaning chemicals give it long-term performance advantages in food processing environments. Its flexibility and high-temperature stability also help seals maintain integrity over extended production cycles, reducing downtime and maintenance costs while supporting compliance with hygiene and food safety requirements.
3. HVAC, Refrigeration and Building Services
Heating, ventilation, air conditioning and refrigeration systems continue to be a major source of silicone extrusion demand as Australia focuses on energy-efficient buildings and climate control.
Common silicone applications include:
- duct and panel gaskets
- high-temperature seals for heaters and boilers
- vibration-damping profiles
- rooftop weather seals
- refrigeration door gaskets
Silicone performs exceptionally well in HVAC systems because it maintains flexibility in both hot and cold conditions, seals effectively under low compression forces, and resists degradation from UV exposure on rooftops.
Reliable sealing improves system efficiency by preventing air leakage, directly contributing to lower energy consumption and improved building performance.
4. Medical, Pharmaceutical and Biotech
Medical and pharmaceutical environments demand materials with high purity, stability and repeatable performance. Silicone extrusions are widely used in medical devices, laboratory equipment, cleanrooms, and fluid-handling systems.
Typical applications include:
- tubing for fluid transfer
- gaskets for medical equipment
- seals for diagnostic and laboratory systems
- profiles for cleanroom doors and panels
Platinum-cured silicone is particularly important in this sector due to its low extractables, biocompatibility and sterilisation resistance. Silicone withstands repeated autoclave, chemical and radiation sterilisation without losing mechanical properties.
For medical manufacturers, silicone provides confidence in material safety, consistency and regulatory compliance.
5. Automotive, EV Charging and Heavy Vehicles
Australia’s automotive and heavy-vehicle sectors-including EV infrastructure, mining vehicles, agricultural machinery and aftermarket 4WD products-continue to drive demand for silicone extrusions.
Silicone profiles are commonly used for:
- high-temperature engine bay seals
- dust- and weather-resistant gaskets
- cable and sensor protection
- LED lighting seals
- EV charging enclosure gaskets
Silicone’s resistance to heat, vibration, UV and environmental contamination makes it ideal for demanding vehicle applications. Unlike conventional rubber, silicone maintains sealing integrity in engine compartments and outdoor environments over long service lives.
As EV infrastructure expands, silicone is increasingly used to protect sensitive electronics from moisture and heat, supporting long-term reliability.
6. Industrial Ovens, Plastics and Materials Processing
Manufacturers operating high-temperature or chemically aggressive processes rely on silicone extrusions for oven seals, conveyor systems, insulation strips and chemical-resistant gaskets.
Silicone is particularly effective in:
- industrial ovens and kilns
- plastics and rubber processing equipment
- composite curing systems
- hot-zone insulation applications
Its ability to withstand continuous high temperatures while maintaining flexibility helps minimise heat loss, improve process control, and reduce maintenance. Silicone’s durability under aggressive cleaning regimes further supports uptime and productivity.
7. Mining, Oil and Gas
Australia’s mining and resource sectors operate in some of the world’s harshest environments, creating strong demand for robust sealing materials.
Silicone extrusions are used in:
- electrical cabinets and switchgear
- engine and equipment enclosures
- panel and housing seals
- fire-resistant safety systems
Silicone’s resistance to heat, dust, vibration and chemicals makes it well suited to remote and high-stress applications. Its long service life reduces the need for frequent maintenance-an important advantage in locations where downtime is costly and access is limited.
8. Rail, Transport and Defence
Australia’s rail, transport and defence sectors demand materials that deliver long service life, safety compliance and reliable performance in harsh operating environments. Silicone extrusions are widely used across these sectors due to their resistance to heat, UV exposure, vibration, moisture and environmental degradation.
Typical applications include:
- passenger compartment and door seals
- lighting and signage gaskets
- cable insulation and protection
- vibration- and noise-control profiles
- fire-retardant sealing components
Silicone is particularly valued in transport and defence applications because it maintains flexibility and sealing integrity across extreme temperature ranges, while also offering excellent weathering and ozone resistance. These characteristics are critical in assets exposed to Australia’s challenging climate conditions, including high UV levels, heat, dust and coastal environments.
Jehbco Silicones continues to manufacture silicone seals for Defence, supporting applications where long-term reliability and material stability are essential. Defence operators rely on silicone rubber’s superior durability, resilience and resistance to environmental stress to ensure critical equipment remains operational over extended service lives, with minimal maintenance.
By supplying Australian-made silicone extrusions, Jehbco helps support sovereign capability while delivering sealing solutions trusted in transport fleets and defence assets where failure is not an option.

Figure 2. Sydney Metro Trains, one of the many applications of Jehbco’s silicone extrusions.
9. Water Treatment, Pumps and Irrigation
Silicone extrusions are widely used across potable water, wastewater, filtration and irrigation systems.
Key benefits include:
- resistance to chlorinated and treated water
- suitability for hygienic and potable applications
- durability in continuous operation
- resistance to cleaning chemicals and disinfectants
As Australia continues to invest in water security and infrastructure, silicone provides a dependable sealing solution that supports long service life and regulatory compliance.
Conclusion
Across Australia’s key industries, silicone extrusions are no longer a niche solution – they are a critical engineering material. The combination of temperature stability, durability, chemical resistance and long-term performance makes silicone an investment in reliability, safety and reduced lifecycle costs.
As industries continue to modernise in 2026 and beyond, demand for high-quality, custom silicone extrusions manufactured in Australia will continue to grow.
Jehbco Silicones supports these industries with locally manufactured silicone profiles, custom tooling, and technical expertise. Whether you require a standard extrusion or a fully custom design, our team works closely with customers to deliver solutions that perform in real-world Australian conditions.
For technical advice, samples or a quotation, contact Jehbco Silicones (https://jehbco.com.au/contact/) and discover how high-performance silicone extrusions can support your next project.
References
- Dow Silicones – Silicone Rubber Properties and Applications
https://www.dow.com/en-us/market/mkt-industrial/silicone-elastomers.html - Wacker Chemie – Silicone Rubber: Properties and Applications
https://www.wacker.com/cms/en/products/product-groups/silicone-rubber.html - Momentive – Silicone Elastomers Technical Overview
https://www.momentive.com/en-us/categories/elastomers - AZoM – Properties of Silicone Rubber
https://www.azom.com/article.aspx?ArticleID=9205 - Architectural Glass & Aluminium Association (AGGA) – Sealant and Gasket Materials
https://www.agga.org.au - Dow – Silicone in Building and Construction
https://www.dow.com/en-us/market/mkt-building-construction.html - National Construction Code (NCC) – Performance Requirements
https://ncc.abcb.gov.au - FDA – Silicone Rubber for Food Contact
https://www.ecfr.gov/current/title-21/section-177.2600 - Australian Standard AS 4020 – Products for Use in Contact with Drinking Water
https://www.saiglobal.com - Wacker – Silicone Rubber in Food Processing
https://www.wacker.com/cms/en/industries/food/food-processing.html - USP Class VI – Biological Reactivity Tests
https://www.usp.org - ISO 10993 – Biological Evaluation of Medical Devices
https://www.iso.org/standard/68936.html - Dow – Medical Grade Silicone Elastomers
https://www.dow.com/en-us/market/mkt-healthcare.html - SAE International – Silicone Elastomers in Automotive Applications
https://www.sae.org - EN 45545 – Fire Protection on Railway Vehicles
https://www.en-standard.eu - Momentive – Flame-Retardant Silicone Rubber
https://www.momentive.com/en-us/products/silicone-rubber - AZoM – Silicone Rubber in Industrial Applications
https://www.azom.com/article.aspx?ArticleID=15037 - Wacker – Silicone Rubber for Energy and Power Applications
https://www.wacker.com/cms/en/industries/energy/energy.html