Silicone is a versatile material with excellent properties. As such, silicone is a valuable material in many industries, and Jehbco manufactures silicone extrusions for a range of applications. One key application area is rail transport.
Trains are complicated pieces of machinery which are required to run frequently and reliably for many years of service. There are many parts of a train requiring an elastomer material and often these parts are subject to severe operating conditions. For example, door seals see repeated deformation and are exposed to the weather, while seals in engine compartments are subject to high temperatures and exposed to oil. For many of these parts, silicone is a natural choice.
Rail applications are safety critical, and all materials used in trains must conform to strict standards on fire safety. Historically, toxic smoke in train crashes has led to increased fatalities, and modern trains are constructed from materials that do not produce toxic smoke, so as to avoid this hazard. Jehbco’s silicone extrusions are able to meet national and international standards on flame resistance and smoke toxicity. This is a key reason for our silicone’s widespread use in train construction.

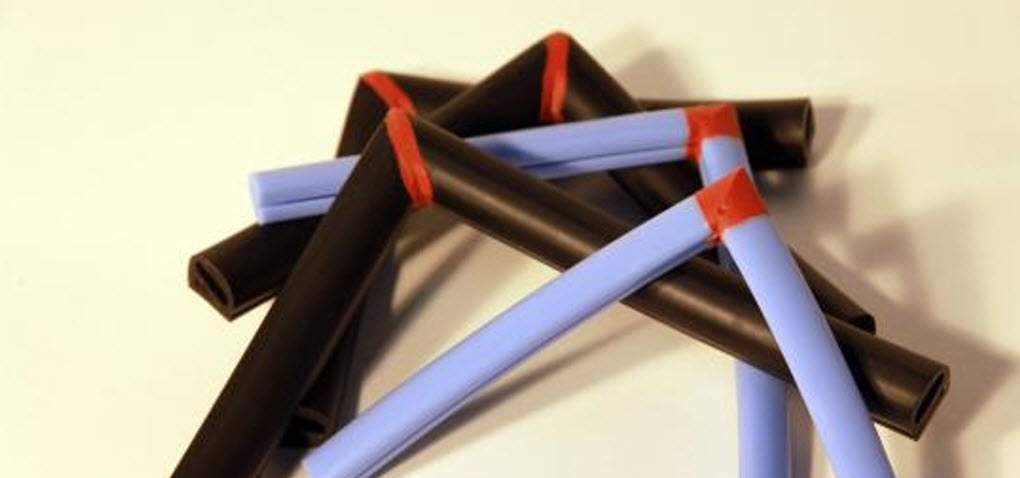
Silicone exhibits a range of other desirable properties. Silicone is flexible, strong, and extremely durable, being resistant to UV and ozone. This range of properties makes Jehbco’s silicone extrusions ideal for a number of internal and external applications, including door seals, window seals, HVAC gaskets and sealing of electronic enclosures.
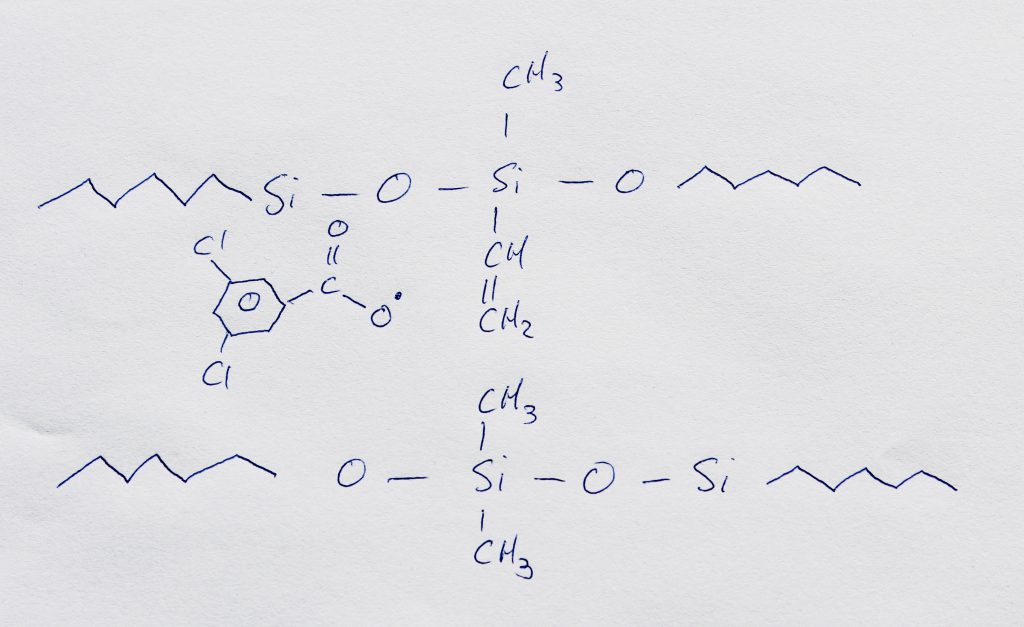
Silicone is an elastomer, or flexible rubber. This means silicone is able to dampen vibrations and sound. Silicone sheeting is used in train walls and ceilings as sound insulation, and in other areas to dampen vibrations and increase passenger comfort.
Jehbco’s silicone can operate over an extremely large range of temperatures (from -50 °C to 230 °C), allowing it to be used for sealing applications near engines and other hot mechanical components. Silicone is unaffected by water, brake fluids and oils, making it a good choice for many applications requiring flexible tubing.
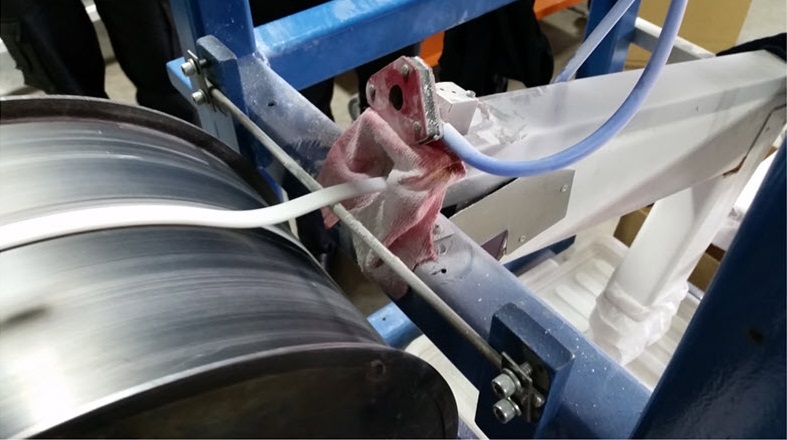
The properties of Jehbco’s silicone make it an ideal choice for many train parts. But is the shape and size of our product right for the application? Jehbco is able to custom engineer a silicone extrusion to any shape and size, and we work with our customers to design the perfect fitting part for any application.
For more details on Jehbco’s silicone extrusions and their applications, consult our website www.Jehbco.com.au and contact us with any questions.